Flagship (first-of-a-kind commercial) and demonstration cellulosic ethanol facilities
M&G commercial scale cellulosic ethanol plants in Italy, Brazil, US and Slovak Republic:
Crescentino (Italy)
The Beta Renewables commercial scale cellulosic ethanol plant at Crescentino was officially opened on 9th October 2013. It is currently the world's largest advanced biofuels refinery with a production capacity of 75 million litres of cellulosic ethanol annually. The shareholders of Beta Renewables are Biochemtex, a company of the Mossi & Ghisolfi Group (M&G), TPG Capital, and Novozymes.
The plant is based on the patented Proesa™ process, and uses Novozymes enzyme technology to convert local wheat straw, rice straw and Arundo donax to ethanol. Lignin, extracted during the production process, is used at an attached power plant, which generates enough power to meet the facility’s energy needs, with any excess green electricity sold to the local grid.
Prior to the construction of BioCrescentino, Proesa™ process was optimised at the Rivalta Scrivia (Alessandria) pilot plant, which has a capacity of 1t/day of biomass treated.
![]() View short presentation on the opening of the commercial Crescentino Cellulosic Ethanol Refinery
View short presentation on the opening of the commercial Crescentino Cellulosic Ethanol Refinery
![]() Case study on the first commercial advanced ethanol plant in the EU, and how it was financed
Case study on the first commercial advanced ethanol plant in the EU, and how it was financed
Stefania Pescarolo, M&G Chemtex

COMETHA Project - Industrial scale pre-commercial plant, Porto Marghera, Italy
COMETHA (2014-2018), supported by FP7, involves the construction and operation of an integrated industrial facility for the production of second generation bioethanol and other co-products from lignocellulosic feedstock. The project builds upon the technology and processes demonstrated at Crescentino. Innovations include :
- Proprietary biomass pre-treatment unit;
- SSCF technology for the simultaneous saccharification of cellulose and hemicellulose and co-fermentation of glucose and pentose, with the use of novel high-performance enzymes;
- High-efficiency integrated distillation and dehydration system;
- Optimisation of feedstocks including dedicated perennial crops (Arundo donax) and agricultural residues
- Detailed life cycle assessment
GranBio, Alagoas (Brazil)
Beta Renewables technology is also being used at the GranBio Commercial Scale Cellulosic Ethanol Plant in Alagoas, Brazil (see below for latest details), which began production in September 2014.
Canergy, Imperial Valley (United States)
In May 2013, Canergy LLC announced that BioChemtex/Beta Renewables technology would be used for a 30 MMgy cellulosic ethanol plant in Imperial Valley, California. Canergy’s cellulosic advanced biofuel facility will begin production in 2016, and produce in excess of 30 million gallons per year of cellulosic ethanol from energy cane grown in the Imperial Valley of California.
In August 2012, it was announced that Chemtex International Inc. (Biochemtex) had received a conditional USDA loan guarantee to build a 20 MMgy cellulosic ethanol facility in eastern North Carolina using energy grasses as feedstock, also using Proesa™ technoloy. In July 2013, Chemtex International (Biochemtex) signed a long-term agreement with Murphy-Brown LLC, Warsaw, N.C., for supply of energy crops for the cellulosic ethanol facility at Clinton. The crops will be grown on land not used for grain production.
Strazske (Slovak Republic)
In October 2014, Beta Renewables and BioChemtex announced an agreement with Energochemica SE for the construction of a 55,000 metric ton commercial facility in Strazske, Slovak Republic, to produce cellulosic ethanol from non-food biomass. The plant will use enzymes from Novozymes and yeast from Leaf Technologies.
Fuyang (China)
In November 2013, Beta Renewables announced plans for a biorefinery in China that will convert straw and corn stover to ethanol and mono-ethylene glycol (MEG), which is used to produce polyester. The facility is a joint venture with Guozhen Group Co., and will be constructed in the Fuyang region, which has abundant agricultural residues available. The biorefinery will process 1 million metric tons of biomass per year, around 4 times the volume of BioCrecentino
Poet-DSM 'Project Liberty' - first commercial cellulosic ethanol plant in the US
POET-DSM Advanced Biofuels, LLC, is a 50/50 joint venture between Royal DSM, Netherlands, and POET, LLC. Based in Sioux Falls, South Dakota, the company is a cooperative effort to commercialize innovative technology to convert corn crop residue into cellulosic bioethanol.
In September 2014, Poet-DSM Advanced Biofuels LLC commenced production at the $275m 'Project Liberty' cellulosic ethanol facility. The plant will produce 20 MMgy per year of cellulosic ethanol from corn stover and cob, and shares infrastructure with the adjacent 50 MMgy ethanol plant.
Project Liberty construction timelapse.
Key facts about Poet-DSM Project Liberty:
- Capital costs are $275 million.
- Fuel from Project LIBERTY represents a GHG reduction of 85%-95% over gasoline.
- The plant employs more than 50 people directly, and biomass harvesting is creating another 200 indirect jobs in the community. In addition, hundreds of people were involved in the construction of the plant.
- The state of Iowa has estimated a $24.4 billion impact on the state over 20 years.
- Project LIBERTY will consume 285,000 tons of biomass annually from a 45-mile radius of the plant.
- Farmers remove approximately 1 ton of residue (~25%) per acre.
- Project LIBERTY will spend approximately $20 million annually purchasing biomass from area farmers, providing additional income to the farmers.
- Project LIBERTY will produce up to 25 million gallons of cellulosic bio-ethanol annually.
Suomen Bioetanoli Oy commercial cellulosic ethanol plant, Myllykoski, Finland
Poet and DSM are in discussions with Suomen Bioetanoli Oy on how to utilize process, yeast and enzyme technology from the respective companies for conversion of cellulose to bioethanol in Finland. In December 2014, the Ministry of Employment and Economy in Finland granted €30m to Suomen Bioetanoli Oy to support development of a 90 MMly commercial cellulosic ethanol plant at Myllykoski [Source: www.tem.fi and Poet DSM].
Abengoa ceases production at commercial plant Hugoton, Kansas, US

The Abengoa Cellulosic Ethanol plant, Hugoton, Kansas © Copyright Abengoa 'the energy of change' blog
In December 2015, Abengoa ceased production at its Hugoton plant, due to financial difficulties. In November 2015, Abengoa announced that it was trying to reorganise over $9 billion in debts before 28 March 2016, to avoid being forced to file for insolvency. The company's NASDAQ shares fell sharply following the announcement. On 24 December 2015 Abengoa "signed with financial stakeholders, under Article 5 bis of the Spanish Insolvency Law, a loan that will serve as an economic injection of 106 M€. Abengoa is protected under Article 5 bis of the Spanish Insolvency Law which, for a period of three months extendable to four, allowing the company to protect and preserve the company’s value while it works on the design and development of an appropriated viability plan for its future. Abengoa trusts the viability plan will increase the confidence of stakeholders to focus all efforts in the future of the company." [Source: Abengoa website].
In October 2014, Abengoa Bioenergy Biomass of Kansas held the official opening of its commercial plant producing of 25 Mgal (100 ML) of cellulosic ethanol and 21 MW of renewable energy from biomass (mixture of agricultural waste, non-feed energy crops and wood waste). The plant is located to the west of Hugoton, state of Kansas, and aimed to create 65 permanent jobs. Feedstock purchases within a 50 mile radius of the plant were estimated to exceed $400m per annum. The construction of the Hugoton plant began in July 2011 and it started producing ethanol in September 2014.
In June 2013, Abengoas inaugurated its "W2B" MSW to cellulosic ethanol plant in Salamanca, Spain. The plant has a capacity to treat 25,000 tons of municipal solid waste (MSW) from which it will obtain up to 1.5 million liters of bioethanol for use as fuel. The demonstration plant located in Babilafuente (Salamanca, Spain) uses W2B technology developed by Abengoa to produce second-generation biofuels from MSW using a fermentation and enzymatic hydrolysis treatment. During the transformation process, the organic matter is treated in various ways to produce organic fiber that is rich in cellulose and hemicellulose, which is subsequently converted into bioethanol.

© Copyright Abengoa
Abengoa 2G Ethanol Demo Plant in Salamanca
View at larger size >>
{kind=link}
Previously, Abengoa provided its proprietary process technology and the process engineering design for a BCyL Biomass Plant in Salamanca. Managed by Abengoa, the biomass plant was completed in December 2008 and has been fully operational since September 2009. It was the world’s first plant to utilize this technology on such a scale. It is located within the Biocarburantes de Castilla y León plant, meaning that both facilities share common services and process chains.
This plant has been used to improve the design of the commercial plants to be constructed over the coming years, assess operating costs, identify bottlenecks and streamline operations.
The plant capacity is 70 tpd of lignocellulosic, biomass such as wheat straw, and is able to produce over 5 MMl of fuel grade ethanol per year.
The production process involves:
- Preparation of biomass
- Thermochemical pretreatment
- Enzymatic Hydrolysis and fermentation with enzymes and yeast
- Distillation to produce ethanol and a solid co-product
Abengoa's demonstration plant was supported by the 5th Framework Programme.
Abengoa also heads the LED (Lignocellulosic Ethanol Demonstration) project funded by the European Commission and developed by a consortium of five companies from four different countries, with a plant in Arance, France.
In January 2012, Abengoa announced that its cellulosic ethanol technology would be used to produce ethanol from sugar cane cane straw and bagasse in Brazil, as part of the Industrial Innovation Program for the Sugar Energy Sector.
DuPont cellulosic ethanol facility, Iowa, US and planned plant in China
In December 2014, construction of the DuPont Cellulosic Ethanol LLC plant in Nevada, Iowa was nearing completion. The plant will produce 30MMgy of cellulosic ethanol from 590000 bales of corn stover. Murex LLC will market the ethanol. See Commercializing Advanced Renewable Fuel in Iowa for facts and figures.
In July 2015, DuPont also announced an agreement with Jilin Province New Tianlong Industry Co. Ltd, China, to develop a plant to produce cellulosic ethanol in Siping City, using residues from corn production in Jilin Province. The Chinese company will license cellulosic ethanol technology from DuPont and will use DuPont's Accellerase enzymes.
INEOS Bio, Indian River BioEnergy Center, US
Following earlier technical issues, in September 2014 INEOS Bio announced that the Indian River BioEnergy Center was being brought back on-line. The BioEnergy Center is a joint venture commercial demonstration project between INEOS Bio and New Planet Energy. At full capacity, it will have an annual output of eight million gallons (24kta) of cellulosic ethanol and six megawatts (gross) of renewable power.
Inbicon (DONG Energy) technology for commercial production of cellulosic ethanol
In June 2014, it was announced that Patriot Renewable Fuels is planning the first stage of a cellulosic ethanol project with Inbicon [Source: Inbicon website].
In December 2013, DONG Energy and Royal Dutch DSM announced the succesful demonstration of a combined fermentation of C6 and C5 sugars from wheat straw on industrial scale. The combined fermentation results in a 40% increase in ethanol yield per ton of straw, which can result in significant cost cuts in the production of second generation bio-ethanol. The joint work by DONG Energy and DSM was co-funded by the FP7 KACELLE project.
In March 2010, Great River Energy announced that it would use Inbicon technology in a $300m biorefinery to produce cellulosic ethanol primarily from 480 000 tons of wheat straw (and other agricultural residues) from a 70 mile radius. The refinery aimed to be operational by 2015. The lignin by-product was to be used to increase the efficiency of a nearby power plant [ Source: Great River Energy].
In Autumn 2009, Inbicon a subsidiary of DONG Energy started the construction of a demonstration plant in Kalundborg, Denmark to showcase the company's second-generation technology for large-scale production of ethanol from straw.
The Kalundborg plant (at the Asnæs Power Station) also demonstrates energy integration with a power station. Steam from the power plant cooks the straw, and residual biofuel from the ethanol plant is burned by the power plant. Since the cellolosic ethanol plant produces more energy than it consumes to convert the biomass, the end result is an energy surplus that brings down the cost for both plants and demonstrates the efficiency and financial viability of the Inbicon process
The demonstration used 4 tonnes of straw per hour, equivalent to 30,000 tonnes of straw per year. Danisco Genencor & Novozymes were pre-qualified as suppliers of enzymes. The output will be 4300 tonnes / 5400 m3 of ethanol per year. The plant was designed to produce 11,100 tonnes of molasses (65%DM) per year, which is currently used for feed, but could in future also be used for bioethanol or biogas production
DONG Energy signed a contract with Statoil, to purchase the first five million litres of Inbicon’s bioethanol.

© Copyright Inbicon
Model of Inbicon demonstration plant for production of cellulosic ethanol from straw View at larger size >>
{kind=link}
Clariant – sunliquid® cellulosic ethanol demo, Straubing and FP7 SUNLIQUID Project to develop a large-scale demonstration plant
In recent years, Clariant (formerly Süd-Chemie), a global leader in the field of specialty chemicals headquartered in Switzerland, has been developing the sunliquid® process for the production of cellulosic ethanol from agricultural residues, which is ready to market.
Planned development of a large-scale demonstration plan (~€225 million) is partly supported by the EC FP7 SUNLIQUID Project (€23 million) 2014-2018, including participants from Austria, Germany and Hungary, with Clariant as the Coordinator.
In December 2014 Clariant announced positive results from its fleet testing sunliquid with Mercedes-Benz, whose BlueDIRECT engines are already able to use E20. During 2014, test fleet vehicles were fuelled with sunliquid at the Mercedes-Benz site in Stuttgart-Untertürkheim. At the Haltermann plant in Hamburg the cellulosic ethanol is mixed with selected components to form the innovative fuel, the specifications of which reflect potential European E20 fuel quality.
On 20 July 2012, the sunliquid demonstration plant was officially commissioned in the Lower Bavarian town of Straubing. The plant replicates the entire process chain on an industrial scale, from pre-treatment to ethanol purification, serving to verify the viability of sunliquid technology on an industrial scale. On an annual basis, up to 1,000 tons of cellulosic ethanol can be produced at this plant, using approximately 4,500 tons of wheat straw. Other feedstocks are also to be tested at a later stage.

© Copyright Clariant/Rötzer
Clariant sunliquid® demonstration facility
View at larger size >>
{kind=link}
The biofuel obtained using this process is manufactured on an energy-neutral basis and boasts greenhouse gas savings of some 95% – 5% being attributable to the logistics chain which is calculated as fossil-based. The production costs can compete with those of first-generation bioethanol.
Firstly the feedstock, for instance wheat straw, undergoes mechanical and thermal pre-treatment. This results in the lignin separating from the cellulose and hemicellulose chains, allowing the enzymes to split into sugar monomers during the next step. The enzymes used have been optimised to a high degree by the company and specifically modified for each type of feedstock and the relevant process conditions. This ensures particularly efficient hydrolysis, giving rise to high sugar yields.
As a result of process-integrated enzyme production, enzyme costs can be reduced to a minimum. To this end, a small portion of the pre-treated feedstock is channelled off from the main mass to serve as a basic source of nutrients for special microorganisms which produce the enzymes. These are therefore created whenever and wherever needed, with no costs being incurred for transport, storage or processing and without being dependent on enzyme suppliers.

© Copyright Clariant/Rötzer
Clariant sunliquid® integrated enzyme production
View at larger size >>
{kind=link}
Following hydrolysis, any remaining solid matter (mainly lignin) is separated out and incinerated to generate energy, leaving a sugar solution containing C5 sugars in addition to glucose, a C6 sugar. The sunliquid process makes use of a special fermentation organism which simultaneously converts both C6 and C5 sugars into ethanol by way of a one-pot reaction, consequently producing around 50% more ethanol than comparable processes, which are only able to convert C6 sugars.
The final unit process consists of purifying the ethanol produced. This is usually carried out by means of classic distillation which, however, calls for high energy input. Clariant has developed an energy-efficient, adsorption-based separation process which, by comparison, offers energy savings of up to 50%. As a result of optimising this and other process design features, it is possible to generate the energy needed for the entire process from accumulated residue (mostly lignin). No additional fossil energy sources are required. The total ethanol yield lies between 20 and 25% (theoretical maximum: 27%).
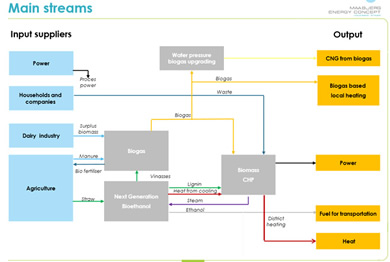
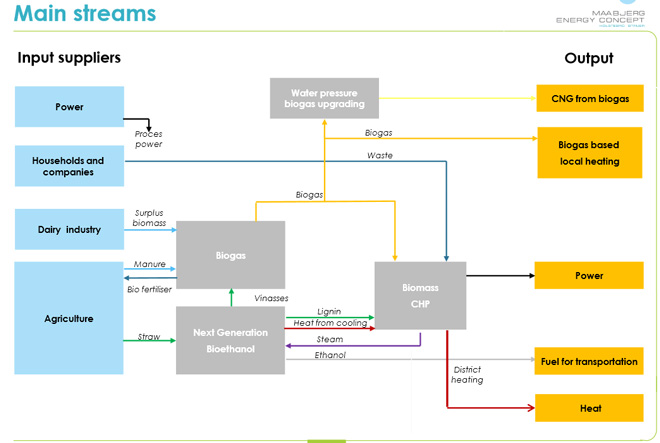
Maabjerg Energy Concept, Denmark
View presentation on Maabjerg Energy Concept made by Niels Henriksen, DONG Energy at EBTP SPM6, October 2014
© Maabjerg Energy Concept / Dong Energy
View at larger size >>
{kind=link}
In June 2014, it was announced that the Maabjerg Energy Concept project would receive 39 million under the second phase of NER300. The project involves commercial-scale production of second generation ethanol from plant dry matter in Holstebro, Denmark. The plant will produce 64.4 Ml of ethanol, 77,000 t of lignin pellets, 1.51 MNm3 of methane and 75,000 t of liquid waste annually, which will be transformed into biogas and injected into the national gas grid after its upgrade into methane. The process will use 250,000 t/year of locally sourced straw.
In May 2015, Dong Energy entered into an agreement to concerning divestment of the Måbjerg wase-to-energy CHP Plant to Struer Forsyning Fjernvarme A/S and Vestforsyning Varme A/S. The divestment does not change the plans for the biorefinery Maabjerg Energy Concept where the CHP plant will use the biofuel 'lignin' from the biorefinery. The realisation of the Maabjerg Energy Concept depends on whether the Danish government introduces a requirement stipulating that at least 2.5 % second generation bioethanol should be added to gasoline in order to "create a market for the sale".
Futurol pre-industrial pilot plant for cellulosic ethanol production
Presentation on the FUTUROL pilot demonstration on cellulosic ethanol
made by Frédéric Martel, Procethol at EBTP SPM6, Octobr 2014

In October 2011, the FUTUROL project announced the commissioning of its first pre-industrial pilot plant at Pomacle-Bazancourt, France. The plant, managed by Procethol 2G, validates research into second generation bioethanol carried out since 2008. The plant uses sustainable, local supply chains of feedstock including agricultural, forestry and other wastes. The plant on 1:1000 scale will produce 180,000 litres/year.
Futurol’s one-pot process allows simultaneous enzymatic hydrolysis of biomass and C5/C6 sugars fermentation which provides:
- CAPEX and OPEX minimization via a simple and integrated process
- A unique synergy between biocatalysts
- Full C5 and C6 sugars conversion
- High ethanol yield and content
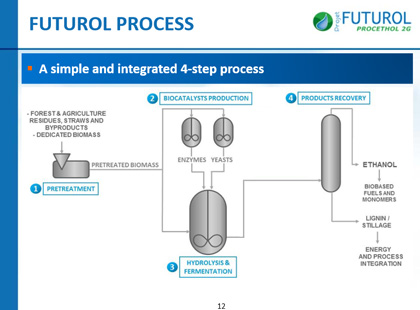
© Futurol Project: from presentation made at EBTP SPM6, October 2014
TMO Renewables Cellulosic Ethanol Technology
In October 2012 TMO Renewables Ltd signed a 25-year feedstock supply contract with Usina Santa Maria Cerquilho, and in April 2013 signed an MOU with the company to build and operate a bagasse-to-cellulosic ethanol plant in Brazil. A 10 MMgy plant was scheduled to go into production ~ 2014, followed by construction of a larger plant. TMO Renewables has been supported in this project by BB2E Ltd UK.
In August 2012, TMO Renewables signed a Memorandum of Understanding (MOU) with the authorities of Heilongjiang, China, to secure long term large volume biomass feedstock supply for future biofuel production facilities from Heilongjiang State Farm, the largest state owned farming corporation in China. In May 2011 TMO Renewables announced technology partnerships with COFCO and CNOOC New Energy Investment in China to produce ethanol from cassava.
In 2009, TMO Renewables Ltd celebrated the first year of operation of its Process Demonstration Unit (PDU), the UK's first Cellulosic Ethanol plant. The PDU processed a wide range of cellulosic feedstocks, to demonstrate the commercial viability of TMO's unique pretreatment and fermentation technology based on a strain of bacteria found in compost heaps.
In Spain, IMECAL is working with CIEMAT and FORD Spain on the PERSEO pilot plant to demonstrate production of bioethanol from MSW. These partners, as well as AVEN, are also operating the ATENEA pilot plant to demonstrate the conversion of citrus wastes into cellulolsic ethanol.
![]() View ATENEA presentation from SPM2
View ATENEA presentation from SPM2
![]() View PERSEO presentation from SPM2
View PERSEO presentation from SPM2
In Norway, Weyland has developed a version of the Strong Acid Process in which 98.5% of the acid can be recovered and recycled. Ethanol production by this method is competitive and virtually any type of cellulose containing feedstock can be processed. Coniferous wood, rice straw, corn cobs and bagasse have been successfully tested.
Chempolis biorefinery for cellulosic ethanol
In November 2014, Chemopolis signed a Memorandum of Understanding (MoU) with Indonesia International Institute for Life-Sciences (i3L) to jointly promote and develop commercial biorefinery projects. In October 2014, Chempolis signed a partnership agreement with Numaligarh Refinery Ltd for a 'bamboo ethanol' project in India. The planned facility will convert bamboo into cellulosic ethanol, furfural and acetic acid
Chempolis, Finland peviously invested €20m in a biorefinery to produce cellulosic ethanol (as well as biochemicals and fibres) from a wide range of non-food biomass, particularly straw and bagasse. The biorefinery was opened by the Finnish Prime Minister, Matti Vanhanen on 4 May 2010. The plant can process 25000 t/a of raw material, and will also be used for testing raw materials and producing samples of bioethanol. The biorefinery processes are designed to be self-sufficient (with virtually no GHG production) and low in water consumption. The Chemopolis formicobio™ technology combines selective fractionation and efficient enzymatic hydrolysis followed by rapid fermentation. The biosolvent is completely recoverable, and the process requires a low level of enzyme input. [Source: Chemopolis].
St1 / North Bio Tech Oy cellulosic ethanol plant, Kajaani, Finland
In summer 2014, North European Bio Tech Oy (NEB) announced it would be investing in a €40m 10m l/y cellulosic ethanol plant at Kajaani, Finland, using local sawdust as a feedstock. The plant will be implemented and operated by St1 Biofuels Oy. Construction is due to start in mid 2015, with production scheduled to start by mid 2016. In May 2015, Novozyme announced it would be supplying enzymes to the project, which uses ST1's propietary Cellunolix® process (incorporating steam explosion and enzymatc hydrolysis). The production capacity of the plant will be leased to North European Oil Trade Oy (a sister company to NEB).
Petrobras Novozymes agreement on 2G ethanol from sugarcane bagasse
In October 2010, Petrobras and Novozymes entered an agreement to develop a new route to produce second generation biofuel from sugarcane bagasse. The agreement covers the development of enzymes and production processes to produce second generation lignocellulosic ethanol from bagasse in an enzymatic process.
"The commercial potential of cellulosic ethanol in Brazil is substantial due to the great amount of sugarcane bagasse, a fibrous residue of sugarcane production, available in the country. Brazil is the world’s largest sugarcane producer with an extraction capacity of approximately 600 million tons per year, currently yielding 27 billion liters (7 billion gallons) of ethanol. It is estimated that bagasse-to-ethanol technology can increase the country’s ethanol production by some 40% without having to increase the crop area" [Source: Novozymes].